Test du PLA Premium noir Printax
Test du PLA Premium Printax noir par Guillaume Mercier pour Nozzler.io.

1 – Description et caractéristiques :
Je ne vais pas revenir sur la marque Printax, je vous encourage surtout à lire tranquillement le premier test que j’avais eu l’honneur de faire sur la couleur rouge pour Nozzler, et qui franchement était une belle réussite.
Le PLA est emballé proprement, avec un sachet absorbeur d’humidité, Printax vous fournit toujours un sachet zippable pour pouvoir reconditionner le tout en vue du stockage entre deux utilisations.
La bobine est transparente, avec de façon très classique la fourchette des températures de fusion idéales. Le filament est bien enroulé, le diamètre n’oscille que peu, je l’ai mesuré régulièrement le long de la bobine, en ayant imprimé 1,2 kg pour cette article j’ai eu le temps de faire une tonnes de mesures, exactement 25 : Résultats vraiment irréprochables ! En moyenne donc sur l’ensemble des mesures 1,74 – D – 1,76.
Je dirais qu’il a plutôt tendance à être plus fin que plus gros, mais dans cette marge de tolérance on ne voit clairement pas la différence sur le résultat final. Printax et son partenaire fabricant ont clairement un cahier des charges exigeant.

La couleur est bien noir, brillante, profonde et régulière, il n’y a pas de nuances, ni de changement de couleurs (grisatre – apparence mat que l’on peut trouver parfois sur des PLA Black) et ça quelque soit la température choisie. Attention, ça n’est pas un silk, j’ai bien écrit brillant et non soyeux.
2 – Utilisation :
J’ai donc sorti deux gros prints, un super technique blindé de supports et l’autre, imprimable sans trop de supports mais qui m’a demandé 700 grammes de la première bobine de par son volume et sa taille. Et comme toujours avec le filament Printax, une fois qu’on a commencé, c’est difficile de s’arrêter tellement on peut lui en demander :
- impressions des supports : parfaite tenue, sans souci et quelque soit la tortuosité des supports arborescents que j’ai utilisé,
- je le sort à 200° avec à peine de ventilation matière, l’adhérence intercouche étant tout à fait correct, et sa faible rétraction et très facilitante,
- Comme il s’imprime à faible température, pas besoin de vous prendre la tête sur vos paramètres de rétraction.
- les premières couches adhèrent parfaitement au bed, encore faut il aussi que votre leveling soit correct bien évidemment.
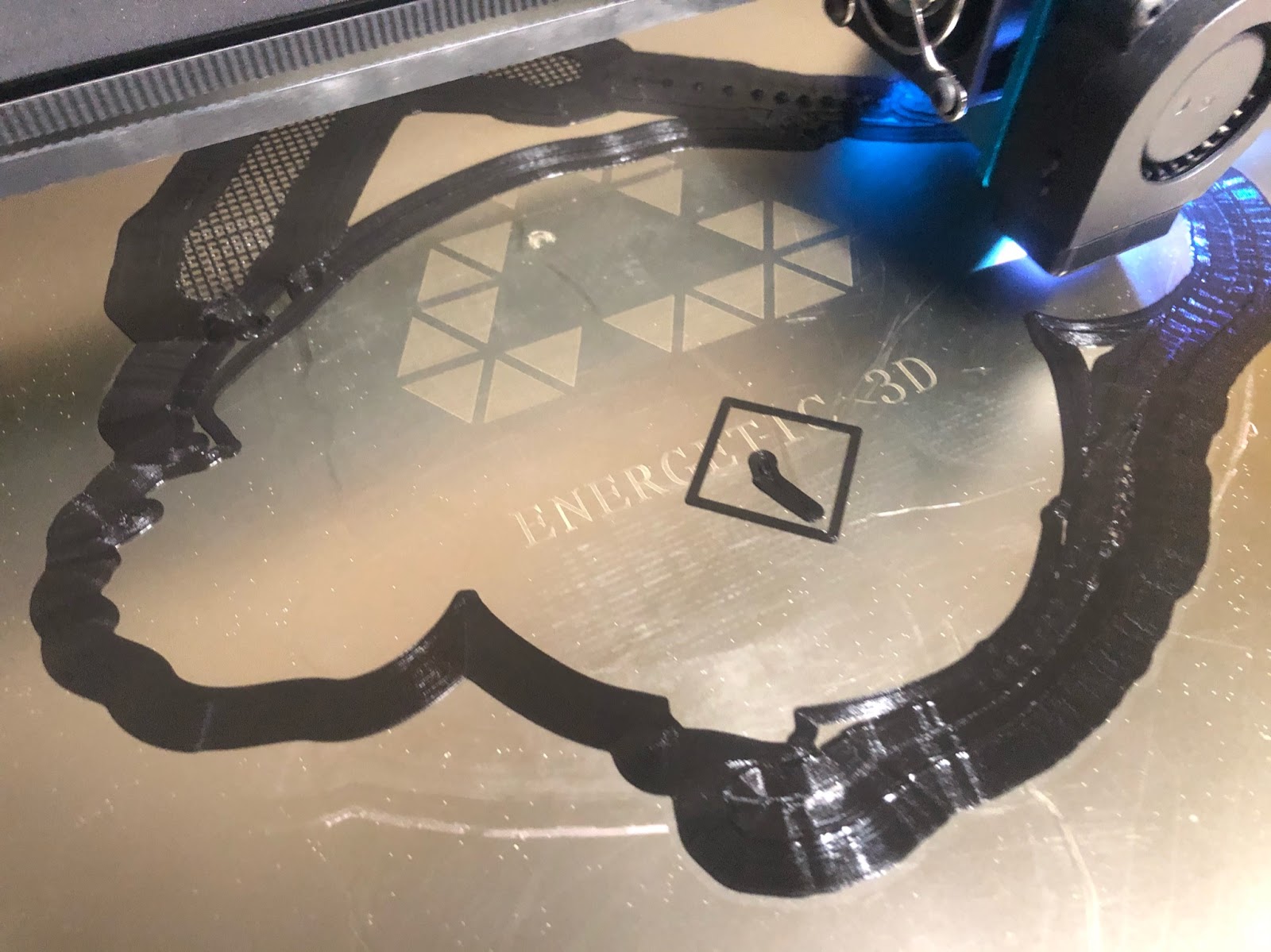
Comme vous pouvez le voir j’utilise un bed magnétique en PEI de chez Energetic 3D car mon revêtement ultrabase est complètement usé sur ma Sidewinder X1 d’Artillery, j’ai cette machine depuis sa sortie et je dois avoir beaucoup de chance, mis à part le bed, elle est full stock, je n’ai même encore jamais changé les nappes ou la connectique du bed… j’ai sûrement eu beaucoup de chance vu les commentaires qui commencent à fleurir ça et là sur les groupes dédiés à cette merveille qu’est la Sidewinder X1 et la rabaissant plus bas que terre… mais c’est un autre débat. Une astuce tout de même pour préserver vos nappes : diminuer la vitesse de déplacement dans le slicer à 80 mm/s, la vitesse de déplacement de la machine entre les reprises de print et pas la vitesse de print, vous forcerez moins sur les nappes et elles dureront plus longtemps. Cette machine à le firmware stock, sans BLTouch, j’ai un outil un peu plus rustique pour faire mon leveling : mon oeil.
Les impressions sont toutes sur le même schéma :
- 0,12 de hauteur de couche,
- 200° de température de fusion du PLA,
- remplissage à 5%, imprimé à la vitesse de 40mm/s,
- une ventilation matière à 45%, en gros juste pour le fun,
- un bed à 70° : le bed magnétique isole le bed donc je demande 70° à la machine pour obtenir un 50-55 degré en réel sur le PEI,
- 35mm/s pour la couche extérieur, 50 mm/s pour les couches intérieures, 40 mm/s pour les supports
- supports arborescents à 45° pour un surplomb à 63°, d’une densité de 20 à 30% suivant la difficulté du support à obtenir.
- épaisseur des parois à 1,6 mm pour 4 couches
Voilà donc ma recette pour réussir de belles impressions 3D avec le PLA Premium Noir de chez Printax, mais ça ne sont pas des valeurs universelles et chacun peut y rajouter son grain de sel.
3 – Print et Photos :
Comme je vous le dis à chaque fois : quelques photos valent mieux qu’un long discours :
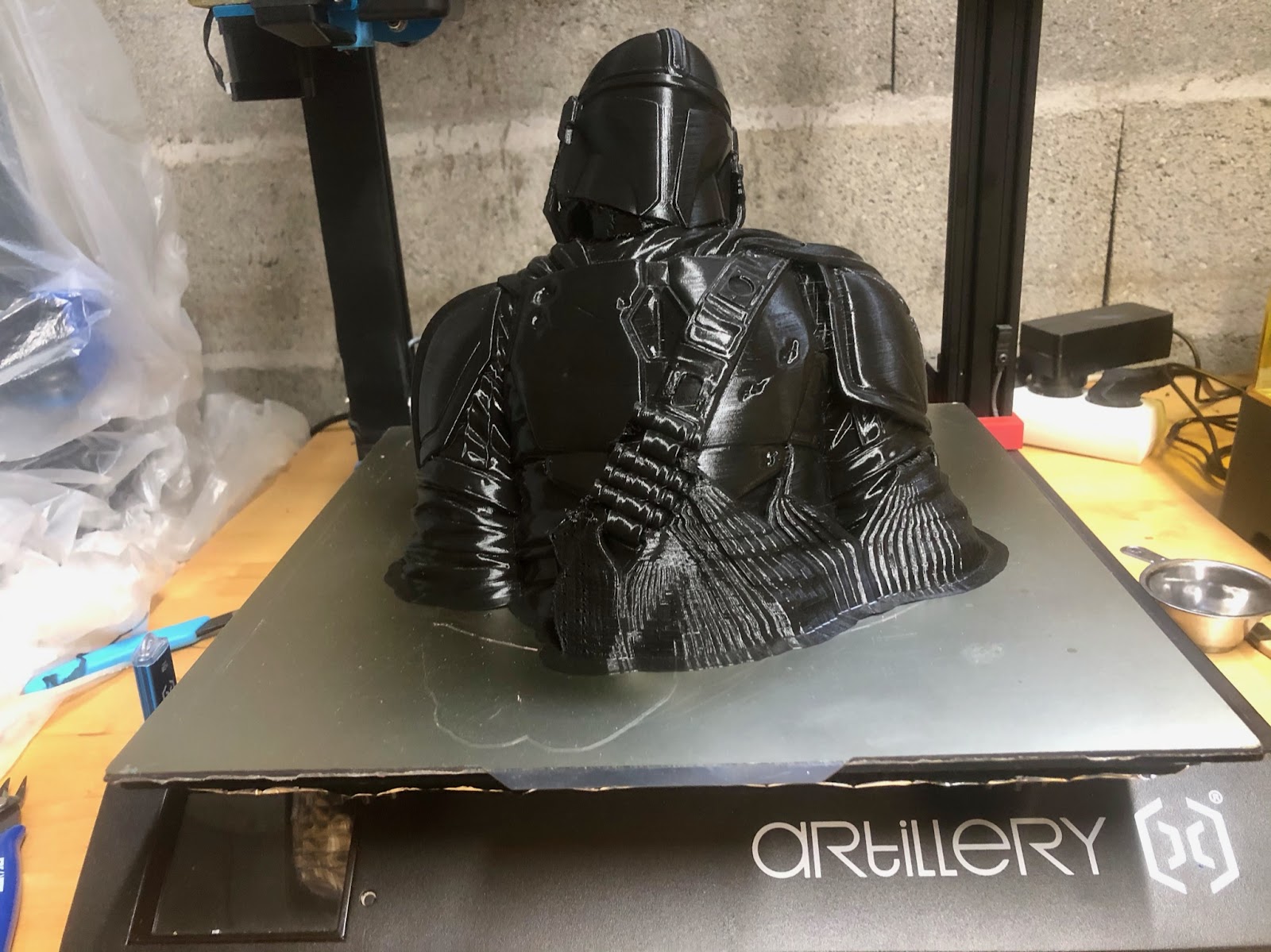
J’ai donc imprimé une tête de la créature du film Predator sur la Flsun QQS Pro et un buste du Mandalorien (rien d’original en ce moment je vous le concède) sur la Sidewinder X1, ce dernier m’a pris quasiment 70 h et 23h pour le Predator.

Un joli aspect noir, profond, brillant, de la crème ….

La tenue des supports est parfaite, je regrette presque de ne pas l’avoir imprimé en 0,1 histoire d’affiner encore plus le print …. la prochaine fois 😉
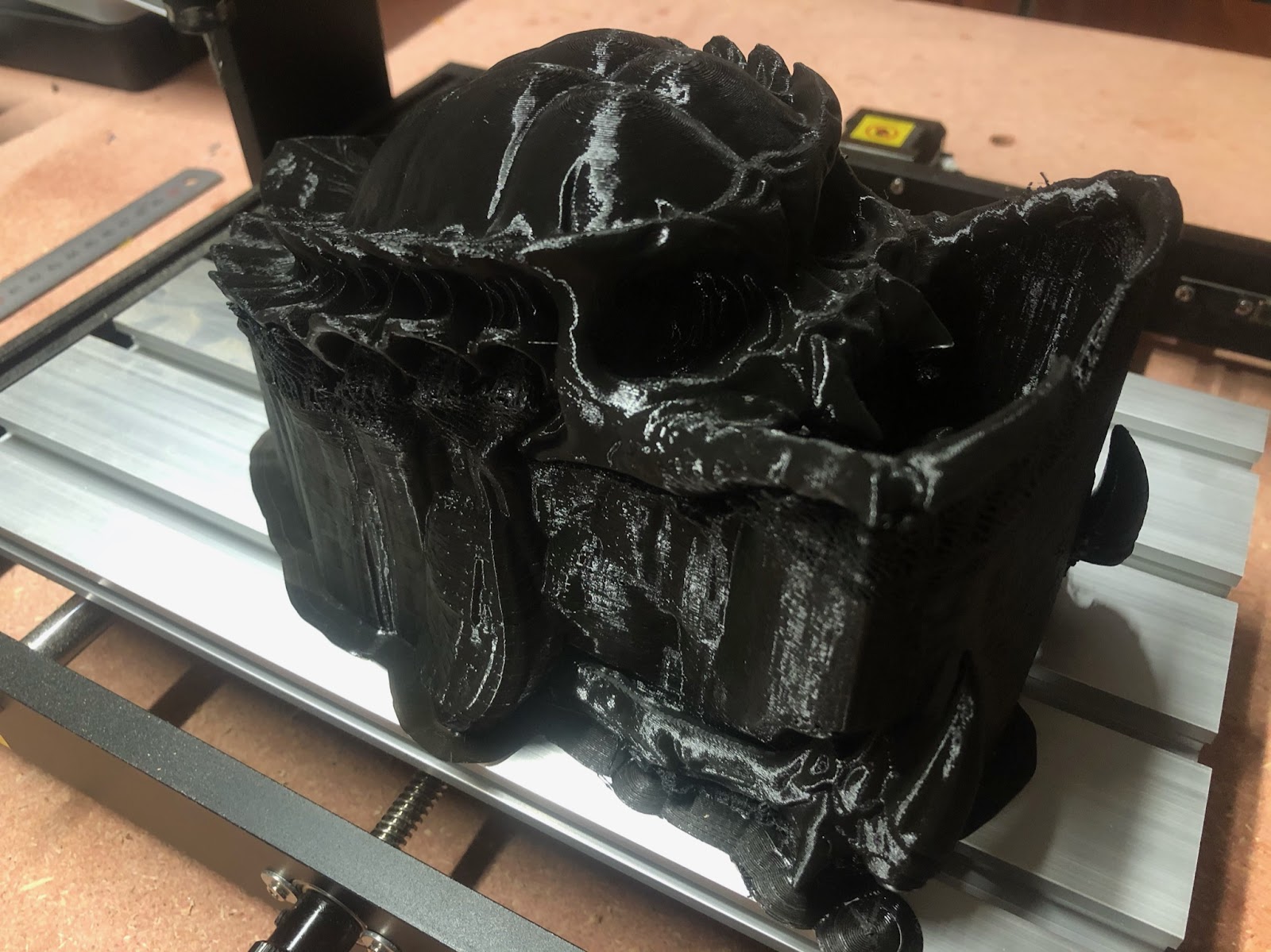


Après deux bonnes heures d’une intervention chirurgicale pour retirer les supports, le résultat est là. Il y avait longtemps que je n’avais pas sorti de print aussi technique à orienter sur le bed et à soutenir grâce aux supports. Heureusement que le PLA Black Printax est d’excellente qualité, pour ce genre de print c’est indispensable.


Franchement je ne m’attendais pas à ce résultat, le STL fourmille de détails, de surplombs et de cavités, (je l’avais déjà tenté avec un filament connu dont le nom commence par un “E” et fini pas un “one” et je n’avais jamais réussi à le sortir, en cause à l’époque : un diamètre de filament aléatoire et une adhérence intercouche plus que moyenne) bref le Printax va vous permettre des trucs de fou !!!
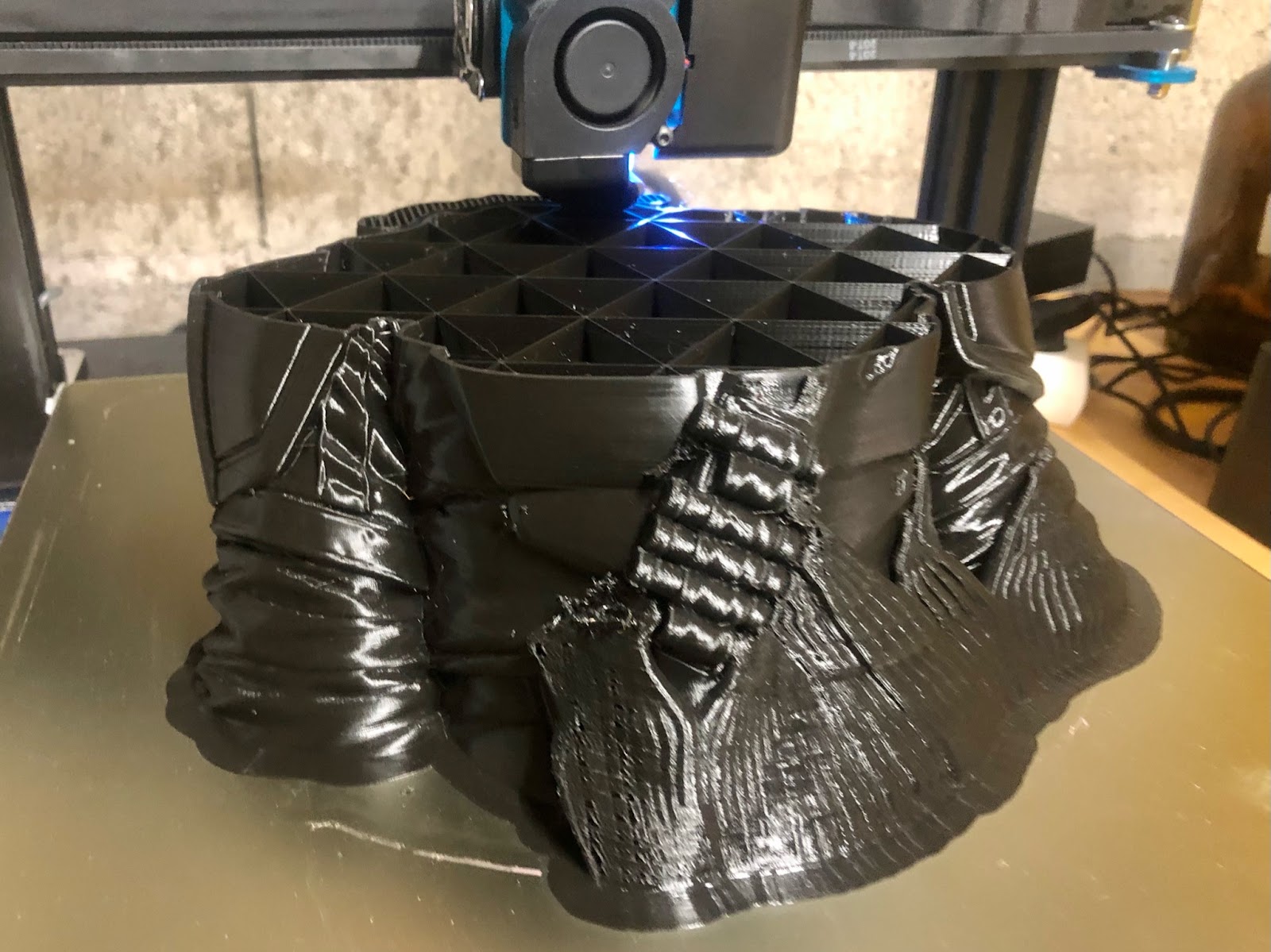
L’idée de faire le Mandalorian c’est que les bustes de Eastman sont grands, gros et volumineux, et que je les adore !!!

On ne voit pas très bien sur la photo, mais j’ai été obligé de diminuer ma vitesse pendant quelques couches le temps d’aller au boulot. On a donc par endroit une petite brillance supplémentaire et qui s’estompe légèrement lorsque vous accélérez la machine de nouveau.





Ici je tenais juste à faire un petit clin d’oeil à une marque de filament qu’on ne voit plus beaucoup, c’est un échantillon que la marque m’avait envoyé en cadeau il y a une petit moment déjà, c’est le Shining Gold, un transparent jaune renforcé de paillettes or brillantes. J’en ai fait le socle.
4 – Conclusion :
Comme pour le rouge, l’expérience d’impression du PLA de chez Printax est toujours un plaisir, je n’ai pas grand chose de mauvais à dire. C’est Français, c’est bon, c’est cool !!! Donc au lieu de vous jetez sur les Su..lu, Er..one et autres PLA asiatiques vendu par Amazon, allez donc faire un petit tour sur le site de Printax, surtout que l’activité en ce moment est difficile. Bref, loin de moi l’idée d’être moralisateur, je respecte le choix de chacun, mais pour une fois que c’est cocorico on va pas se gêner !
Merci à Nozzler et à Printax de m’avoir fait confiance pour ce petit test du PLA Noir Premium Printax. Merci aux artistes et designers qui mettent de plus en plus de STL à notre disposition sur les sites de partages dédiés. Restez connecté sur notre Insta car je vous promet un superbe print avec le reste de la deuxième bobine que j’ai utilisé 😉
À bientôt pour un nouvel article sur l’univers de la 3D sur Nozzler.
TEST RÉALISÉ PAR GUILLAUME MERCIER POUR NOZZLER.