Test du PCTG de chez Extrudr
Bonjour à tous !
Aujourd’hui, petit test d’un filament encore mal connu, du PCTG de chez Extrudr.
Le PCTG est un cousin du PETG, comme l’ASA est un cousin de l’ABS
Attention, car on pourrait croire que le PC veut dire polycarbonate, hors pas du tout.
PCTG signifie (Attention ça pique) Poly-Cyclohexylènediméthylène modifié par du Téréphtalate Glycol (j’avais prévenu ! )
Pour mémoire le PETG c’est du Polyéthylène modifié par du Téréphtalate Glycol)
Les différences principales avec le PETG sont :
- Meilleure résistance aux Chocs
- Meilleure résistance à la température
- Nécessite une température de buse et de plateau plus hautes.
- Plus faible retrait, en conséquence ne nécessite pas de caisson fermé et permet une meilleure conservation des cotes initiales.
- Finition plus brillante que le PETG
Pour le packaging, c’est le même que celui de mon test précédent (PA12-CF).
Boite carton à l’effigie de la marque, Bobine de 800g

Les informations importantes sont présentes sur la tranche :

Ce qui est bien avec Extrudr, c’est que si vous voulez en savoir plus, tout est disponible sur leur site.
Concernant le PCTG Blanc, c’est la : https://www.extrudr.com/fr/shop-eu/products/pctg/?variant=UHJvZHVjdFZhcmlhbnQ6MTMwOQ%3D%3D
On y trouve aussi toutes les fiches techniques sur les caractéristiques du filament.
Ne connaissant pas trop ce filament, et surtout s’il est hydrophile ou non, je le passe au dryer une douzaine d’heure pour être sûr qu’il soit dans des conditions optimales d’utilisation.
Après ça, je crée le profil du filament dans Orcaslicer en me basant sur les indications fournies par Extrudr.
Buse : 255° première couche et 250° après.
Plateau : 105° première couche et 100 après.
Vitesse 100mm/s
Les impressions seront réalisées sur Creality K1 MAX.
Première chose que je lance, la calibration du débit. c’est important pour la qualité des impressions.
La première tentative est un échec. Mais là, il s’agit d’un problème d’accroche sur le plateau (PEO)

Je change donc pour un revêtement PEI texturé.

Cette fois-ci c’est bon, par contre je remarque que j’ai de sérieux manques.

Mais en fait, c’est clairement de ma faute !
Les indications de vitesses indiquées sur la boite vont de 30 à 60 mm/s et j’ai lancé à 100 mm/s !!! A priori, c’est trop élevé !
La buse de la K1 max étant prévue de base pour augmenter le débit, je descends la vitesse à 80 mm/s (en non pas 60) et relance un test de débit.
Bingo ! Ca passe !
je mets la valeur de 0.97 dans le profil (je suis parti de 0.95 et je constate que le +0.02 a la meilleure finition) et je vais donc maintenant imprimer quelque chose d’utile !
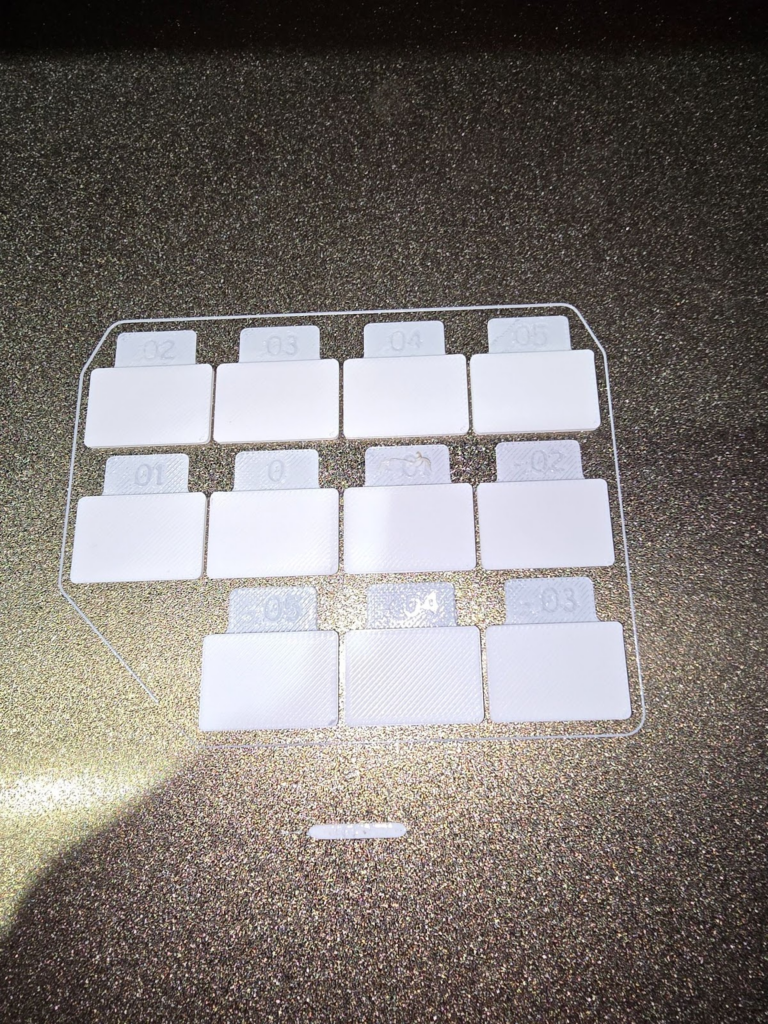
Ce filament ayant la mention FDA compliant (FDA étant l’acronyme de Food And Drug), je vais me faire une Daily Pillbox (boite journalière pour medicament) : https://makerworld.com/fr/models/715177?from=search#profileId-646614
Je lance donc une des pièces de l’ensemble pour voir le comportement.

Le résultat est satisfaisant !
je décide donc de lancer toutes les autres pièces en une fois
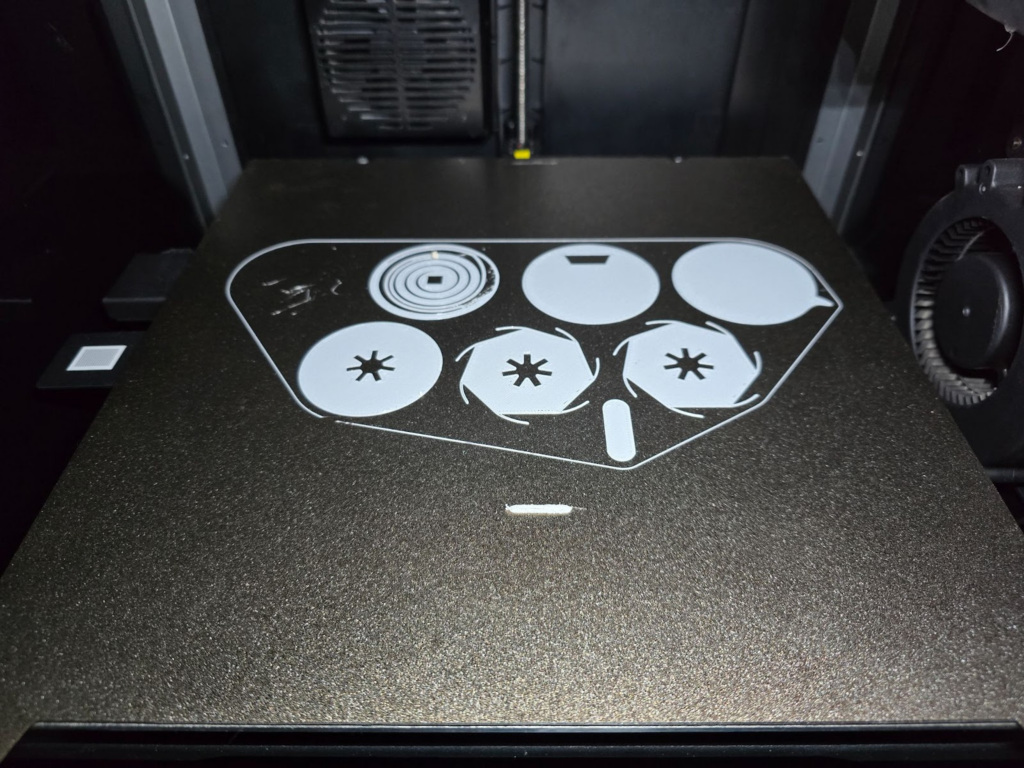
Echec, et c’est du bouchage.
En effet comme je le suspectais, j’ai eu du heatcreap !

J’ouvre donc le dessus de l’imprimante pour une meilleure ventilation et relance l’impression.

Échec encore, mais cette fois-ci pas de bouchage.
Après investigation, il apparaît que le souci vient du profil utilisé dans le trancheur.
En effet, utilisant OrcaSlicer, j’ai une fonctionnalité qui s’appelle ‘Scarf join’ et qui permet de réduire la visibilité des coutures. Cependant avec l’expérience j’ai constaté que certains matériaux , comme le PETG, ne supportent pas bien ce genre de fonctionnalité.
A priori, il en va de même pour le PCTG.
Je modifie donc en conséquence et relance cette fois mais pièce par pièce.

Beaucoup mieux !
Du coup j’enchaine les impressions pièce par pièce de l’ensemble
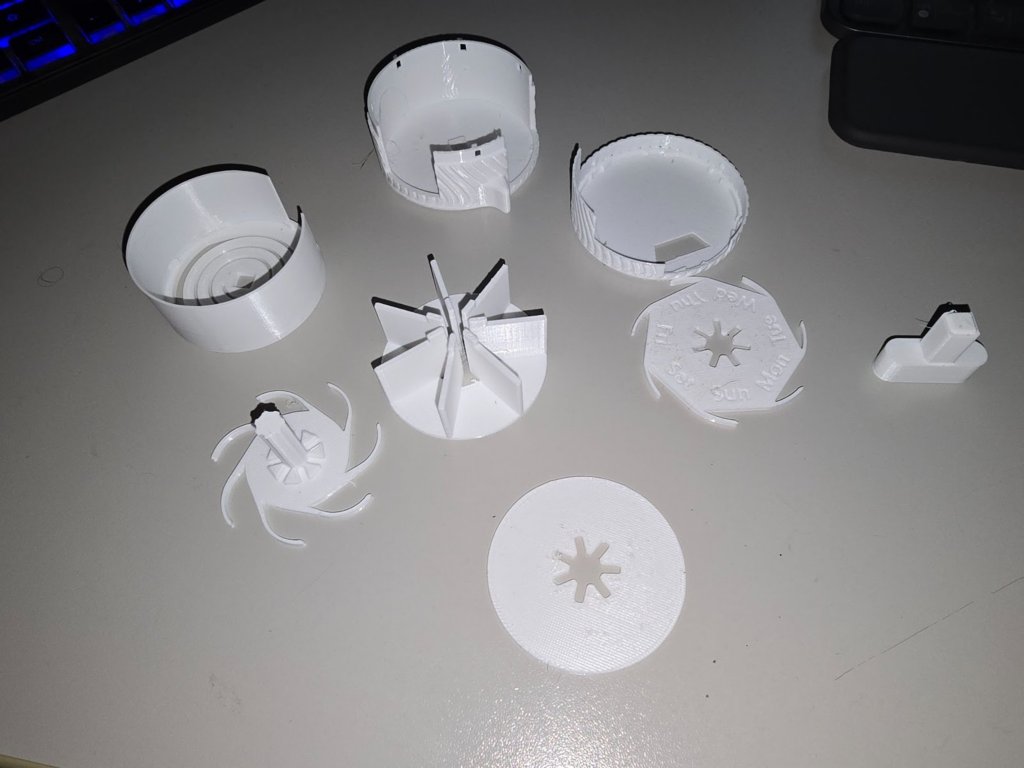
Et enfin le montage :

Toutes les pièces s’emboitent bien sans forcer


Et voila le résultat final !

Conclusion :
Ne connaissant pas le PCTG avant ce test, je peux dire que je suis un peu surpris.
En effet, bien que nécessitant une température de plateau et de buse plus haute que pour le PETG, il en a les avantages, ainsi que d’autres avantages en plus, et quelques inconvénients en moins !
Je précise :
- Plus faible retrait et donc cotes des modèles respectés
- Moins de ‘oozing’ que le PETG
- Meilleur résistance à la chaleur, en conséquence cela devient une excellente alternative à l’ABS pour des pièces imprimées de tête d’impression
Concernant la résistance au choc, je n’ai pas vraiment envie de tester à coups de marteau sur ma boite toute fraîche imprimée, et en plus cela ne serait pas vraiment pertinent nayant aucune idée de la résistance au choc du PETG.
Un plus : la finition brillante annoncée est vraiment là comme vous avez pu le voir sur les photos.
En revanche, j’ai fait un test sur la K1 (normal) avec ce filament sur un plateau PEI lisse.
Et bien le plateau va à la poubelle ! Le plateau de la photo était neuf, c’est celui que l’on trouve avec les nouvelle K1 et K1C.

C’est bien simple, impossible de décoller quoi que ce soit (j’ai essayé le chaud et le froid, rien à faire). Le filament a littéralement fusionné avec le revêtement du plateau !
[NDLR] Il s’agit d’un des cas où la colle est nécessaire. En mettant de la colle sur le plateau PEI lisse, on empêche le filament PCTG de “fusionner” avec le plateau, ce qui permet l’impression et surtout de décoller les pièces imprimées par la suite.
- PEI texturé obligatoire

Au final, si vous cherchez un filament avec de bonnes caractéristiques techniques, la facilité d’impression du PETG, et que vous ne pouvez pas imprimer de l’ABS ou de l’ASA, et bien le PCTG est le filament qu’il vous faut !
Merci à Extrudr et à Nozzler de m’avoir permis de tester ce filament qui à été une très bonne découverte!
A bientôt !
De nature curieuse, je suis tombé dans l’impression 3d il y a 6ans. Depuis c’est devenu une passion étendu à la gravure/découpe laser et CNC. Passionné aussi d’informatique et de robotique, les parties firmware et technique des imprimantes 3D n’ont quasiment plus de secret pour moi.