Test Résine FLEX F69 de chez RESIONE
Salut, nous avons déjà évoqué la marque RESIONE dans d’autres tests sur Nozzler, nous revenons vers vous avec Cédric Muller dans une review écrite à quatre mains.
Ça n’est pas commun d’écrire un article à deux, mais nous avons reçu chacun une petite quantité de la résine flex de Résione : la F69 noire, et il était plus facile pour nous de faire ainsi.
Sur les FDM vous avez l’habitude de voir passer certains prints en filament dit “flex” et dans ces posts ce qui revient très très souvent c’est la question des paramètres d’impression. Ici nous allons aborder le sujet des résines flexibles, autrement dit, des résines qui une fois imprimées présentent des caractéristiques de déformation et d’élasticité élevées. Et vous allez voir que la maîtrise des paramètres de vos imprimantes résines est primordiale.
1- Présentation et caractéristiques RESIONE F69 :
Packaging : Je ne peux m’étendre sur le sujet, n’ayant pas eu en main la bouteille d’origine. Par contre je vous mets en lien le descriptif internet de la marque sur Aliexpress.
La résine est très noire, avec une pigmentation lourde et opaque, l’odeur est vraiment forte et presque désagréable, je vous recommande un caisson ventilé avec filtre ou alors carrément comme moi, un atelier, voir un local dédié à l’impression.
La résine est super visqueuse, ne fait pas beaucoup de bulles lors de son mélange, n’adhère pas trop aux parois du VAT, elle se nettoie donc facilement à l’alcool iso, ou alcool à brûler ménager.
Elle a été développée pour s’imprimer sur les machines DLP/LCD de 395 à 410 nm, pour des applications telles que : le prototypage de chaussures et semelles, appareils portables et bouchons d’oreilles, pièces d’amortissement, pièces de jointures hermétique et serrage de type joint et rondelle.
Sur la page dédiée de la marque on peut voir la mention “easy to pint” mais ne vous y fiez pas, elle n’a rien d’une résine facile à prendre en main de but en blanc. Un minimum de travail sur vos paramètres sera nécessaire.
La F69 de Resione est donc extrêmement flexible, son pourcentage d’élongation se situe autour de 251% lorsqu’elle est imprimée pure, ce qui vous donne une idée du résultat. Vous avez vraiment dans la main un bout de caoutchouc extrêmement souple.
2- Impression et TIPS :
(dans cette partie vous m’excuserez le parallèle avec la technologie FDM, mais c’est aussi celle que je maitrise le mieux et en recevant cette résine j’ai découvert tout comme vous ses propriétés)
La maîtrise de l’impression de cette résine ouvre la porte à un nouveau monde. En effet la caractéristique élastique est intéressante à plus d’un point, par exemple pour rendre plus souple un ABS-like un peu trop rigide et cassant, pour l’élaboration de pièces de jointures élastiques. Bref tout ce que vous avez imaginé imprimer en filament flex avec vos FDM est maintenant faisable avec ces résines, rendant les imprimantes résines encore plus attractives qu’il y a quelques temps.
L’avantage que j’y vois c’est la simplicité d’impression sans avoir à se demander si la machine est “faite” pour, ce qui n’est pas toujours le cas avec les filaments flex et les grandes longueurs de PTFE en bowden qui souvent sont un frein à l’impression flexible.
De par sa formulation, la résine flexible adhère fortement au film FEP de votre machine, provoquant un énorme effet de succion et de traction sur le film, pour cela je vous recommande tout de même dans le meilleur des cas, et afin de mettre toutes les chances de votre côté : un FEP pas trop ancien et assez bien tendu.
Le deuxième effet sur vos paramètres d’impression se situe sur vos vitesses de levage, en effet il va falloir les ralentir de façon drastique pour ne pas forcer sur l’impression en cours lors des mouvements de va et vient du plateau.
Les supports et orientation : pour la plupart des prints, je vous conseille de travailler l’orientation du sujet de manière à avoir du support sur les parties fines et fragiles, j’ai toujours opté pour une densité de support (sous chitubox) autour de 75-80% et parfois j’en ai même rajouté manuellement. Choisissez les supports épais à moyen pour les pièces volumineuses et lourdes.
Comme les pigments de la F69 sont denses et opaques, un temps d’exposition long est nécessaire, suivant la température de la pièce il se situe entre 18 et 25s par layer, je sais que ça parait super long mais le résultat est au rendez-vous.
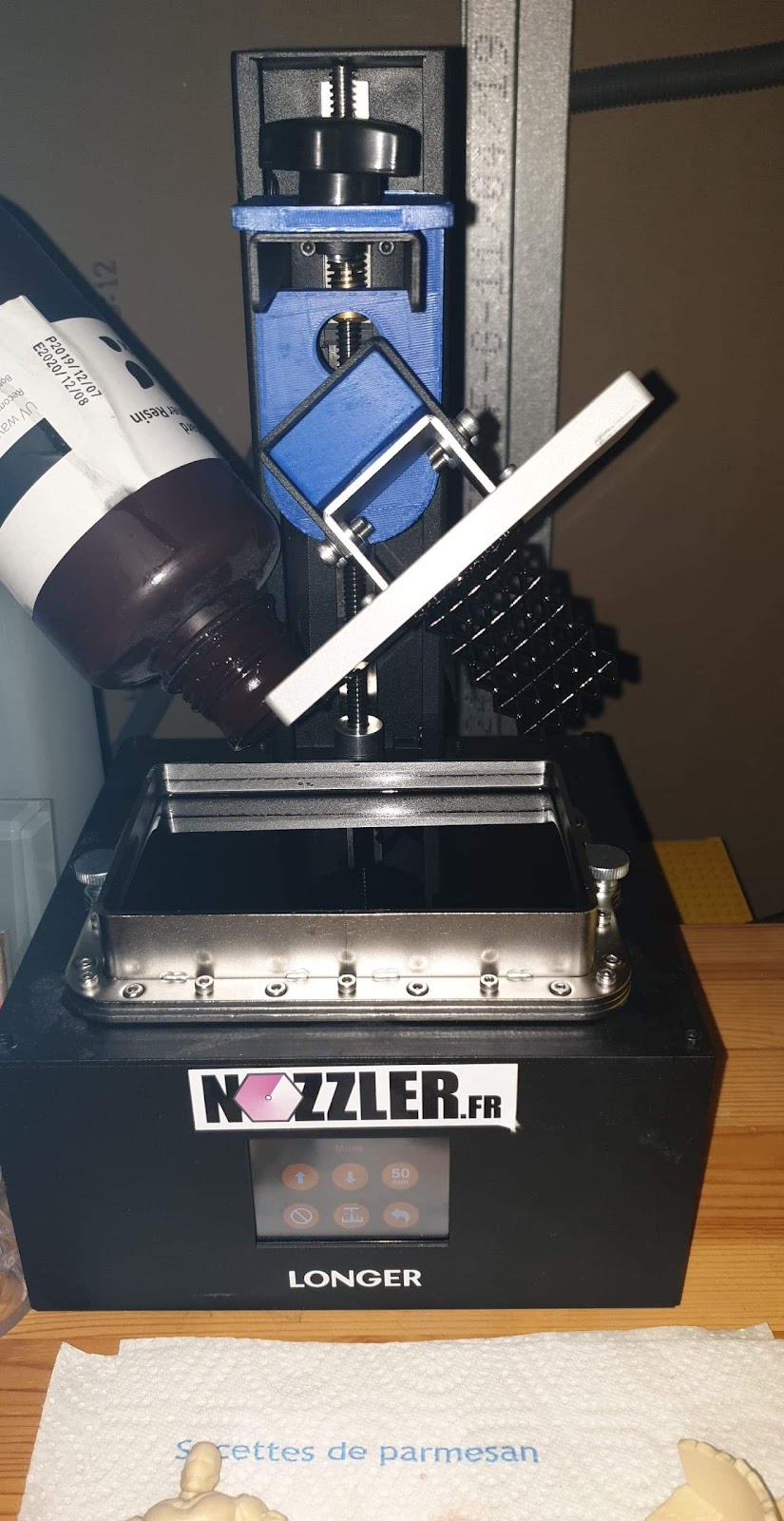
J’ai obtenu toutes ces informations de manière empirique, en allant d’échec en échec, et en affinant chaque paramètre un à un. Je vais vous partager ci-après mes différents paramètres, je suis donc sous Chitubox et je slice pour mes Longer Orange 30, vous pourrez ainsi extrapoler à vos machines dont vous connaissez mieux que moi leurs caractéristiques :
Épaisseur de couche : 0.05 mm
Nombre de couches inférieures : 6
Durée d’exposition : 22.5s
Durée d’exposition de base : 90s
Délai extinction : 1s
Distance levage de base : 4 mm
Distance levage : 2 mm
Vitesse levage base : 35 mm/min
Vitesse levage : 75 mm/min
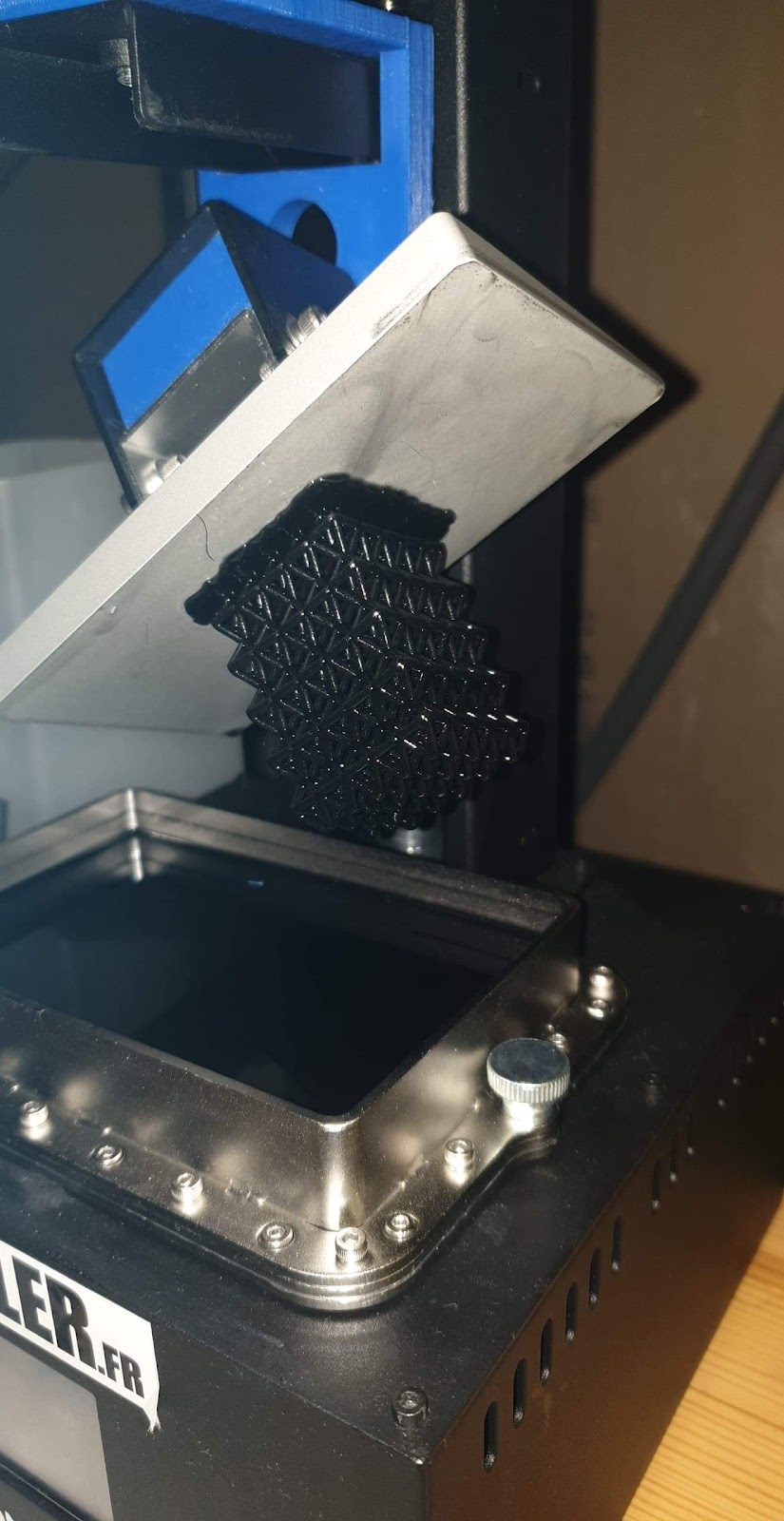
Pour les supports, préférez les de type Heavy, n’hésitez pas à ajouter un raft pour avoir une bonne adhérence au plateau (surtout pour les pièces un peu lourdes) et enfin mettez un Z lift de minimum 4 à 5mm car sinon par effet de succion, la piece risque de coller au raft (cf photo du pneu)
Vous voilà donc armé avec les notions de bases pour réussir à coup sûr vos prints avec cette résine exotique mais ô combien intéressante. Je vous parlais plus haut des mélanges, en effet un des intérêts de cette résine est de communiquer sa flexibilité à une autre, n’ayant que trop peu de résine en stock je n’ai pu faire que deux mélanges qui apparaissent assez standard dans la communauté, le 70/30 et le 60/40% ou le chiffre le plus élevé représente la quantité de flex dans le mélange. J’ai mélangé avec une standard d’une autre marque testée ici : la Ameralabs. Le résultat est sympa, plus vous diluez la flex, plus le mélange est rigide, rendant aussi par là la résine standard utilisée moins cassante. Bref la flex vous laisse un large éventail de possibilités afin d’obtenir un mélange aux propriétés que vous recherchez.
3- Les Prints :
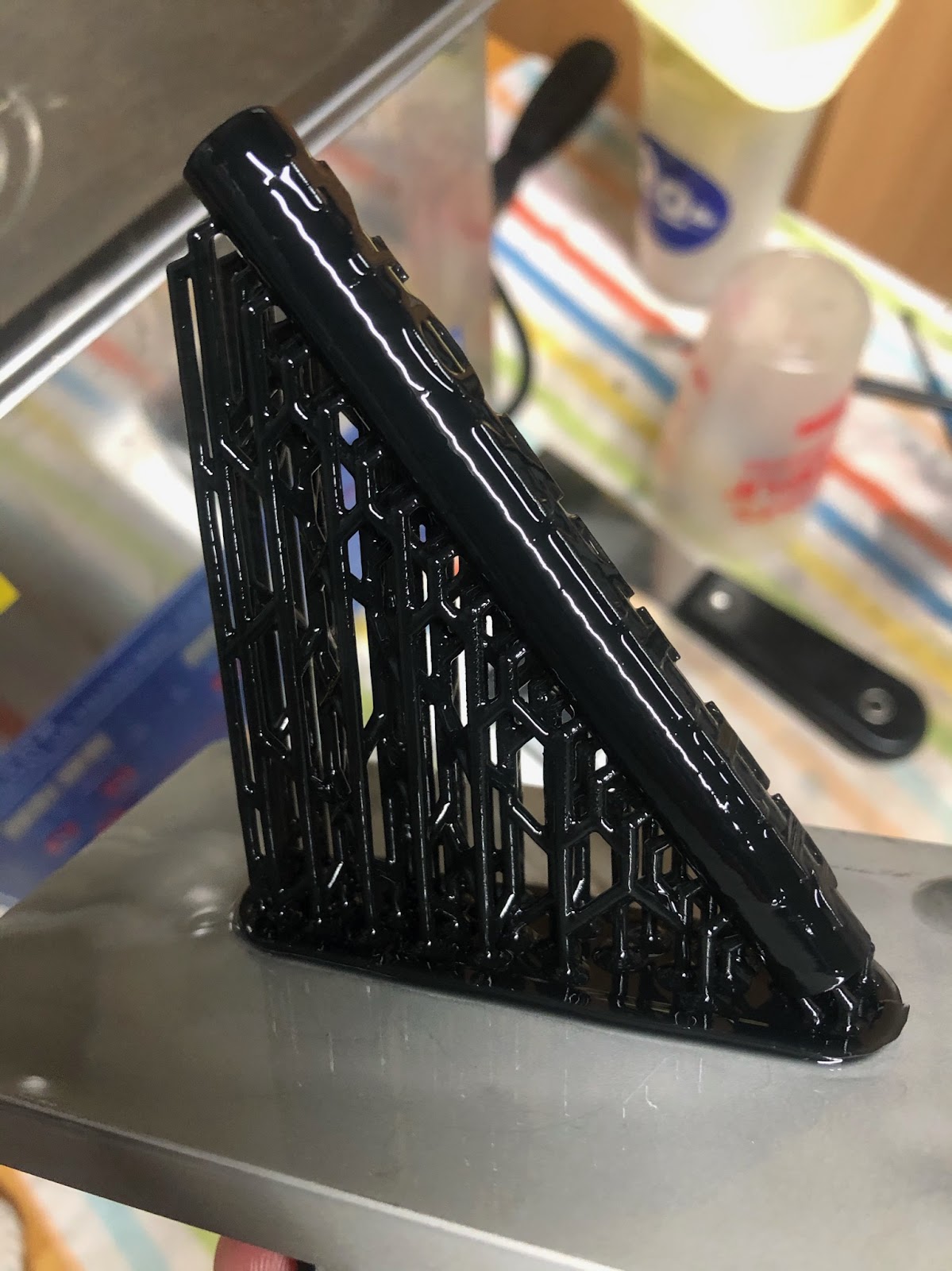
Le premier que j’ai lancé était une coque d’Iphone trouvée sur thingiverse, comme vous allez le voir c’est ce genre d’impression qui m’a permis d’affiner la notion de supports et leur densité, on voit nettement les défauts de reprise de print sur certaines couches qui avaient carrément bougées suite à la succion et l’adhérence sur le bed :





On voit clairement les nombreux défauts, je n’ai pas corrigé la pièce par la suite toujours à cause des quantités faibles de résine dont je disposais. Mais ça vous laisse envisager le print correct fini avec les paramètres que je vous donne plus haut. Vous pouvez tordre dans tous les sens le produit fini, c’est du costaud !!!!
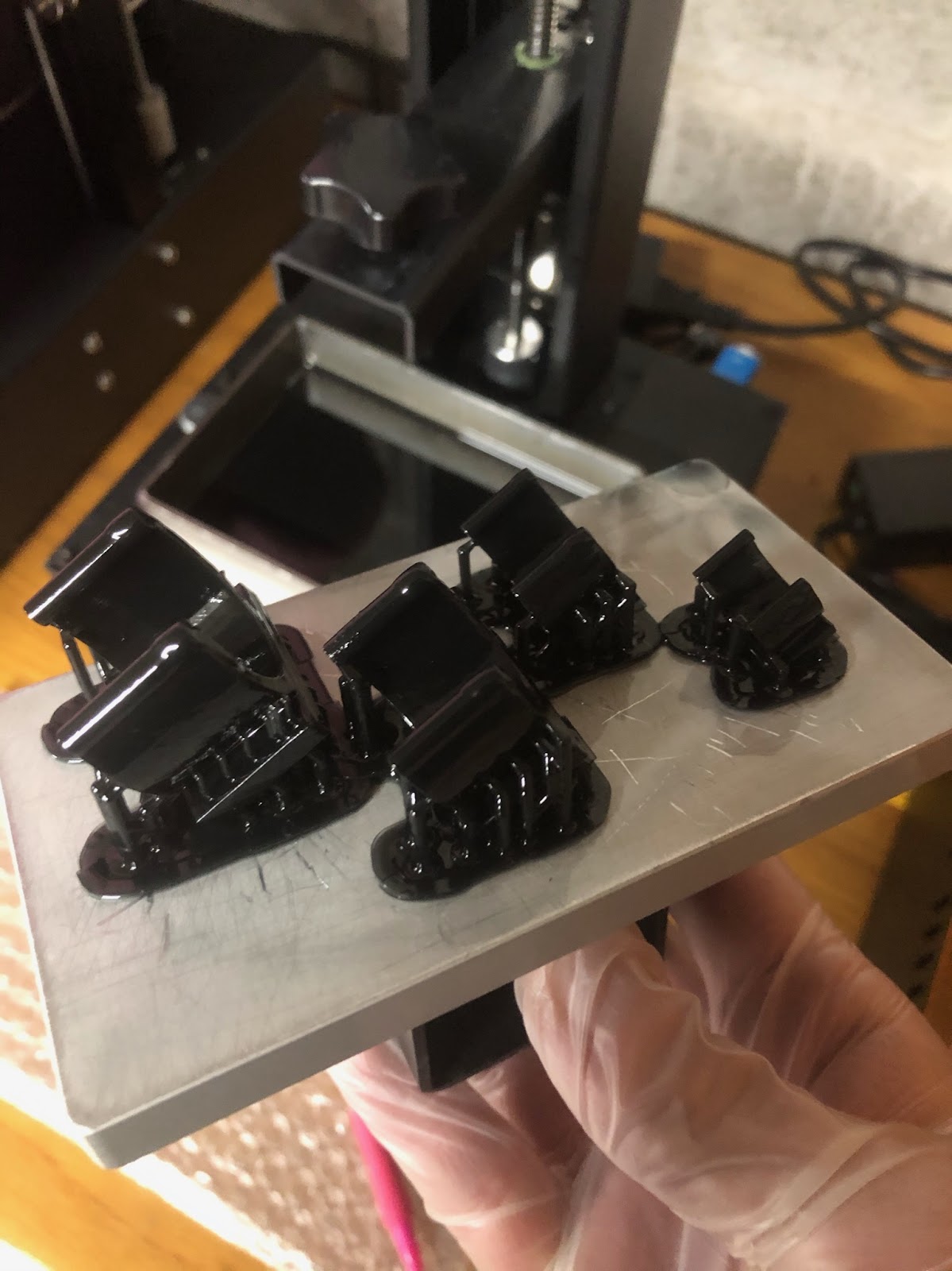
Le deuxième print c’était des colliers pour fixer des outils dans mon atelier, le premier (je découvrais la résine) s’est révélé vraiment trop souple pour me servir à quelque chose, j’ai donc essayé les mélanges dont je vous ai parlé plus haut, et là c’était top ! Un bon compromis entre résistance et souplesse :

Trop souple et inefficace

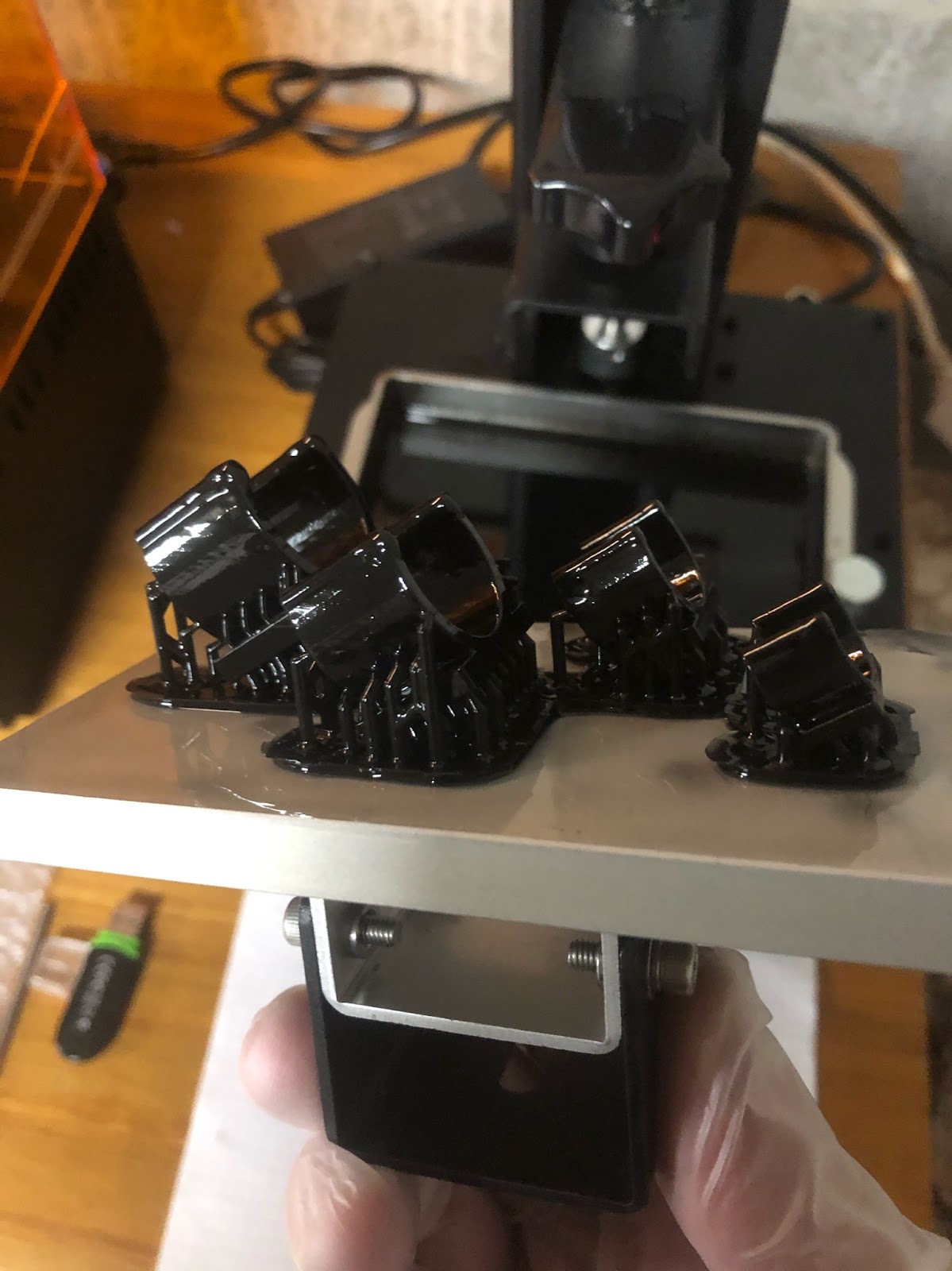
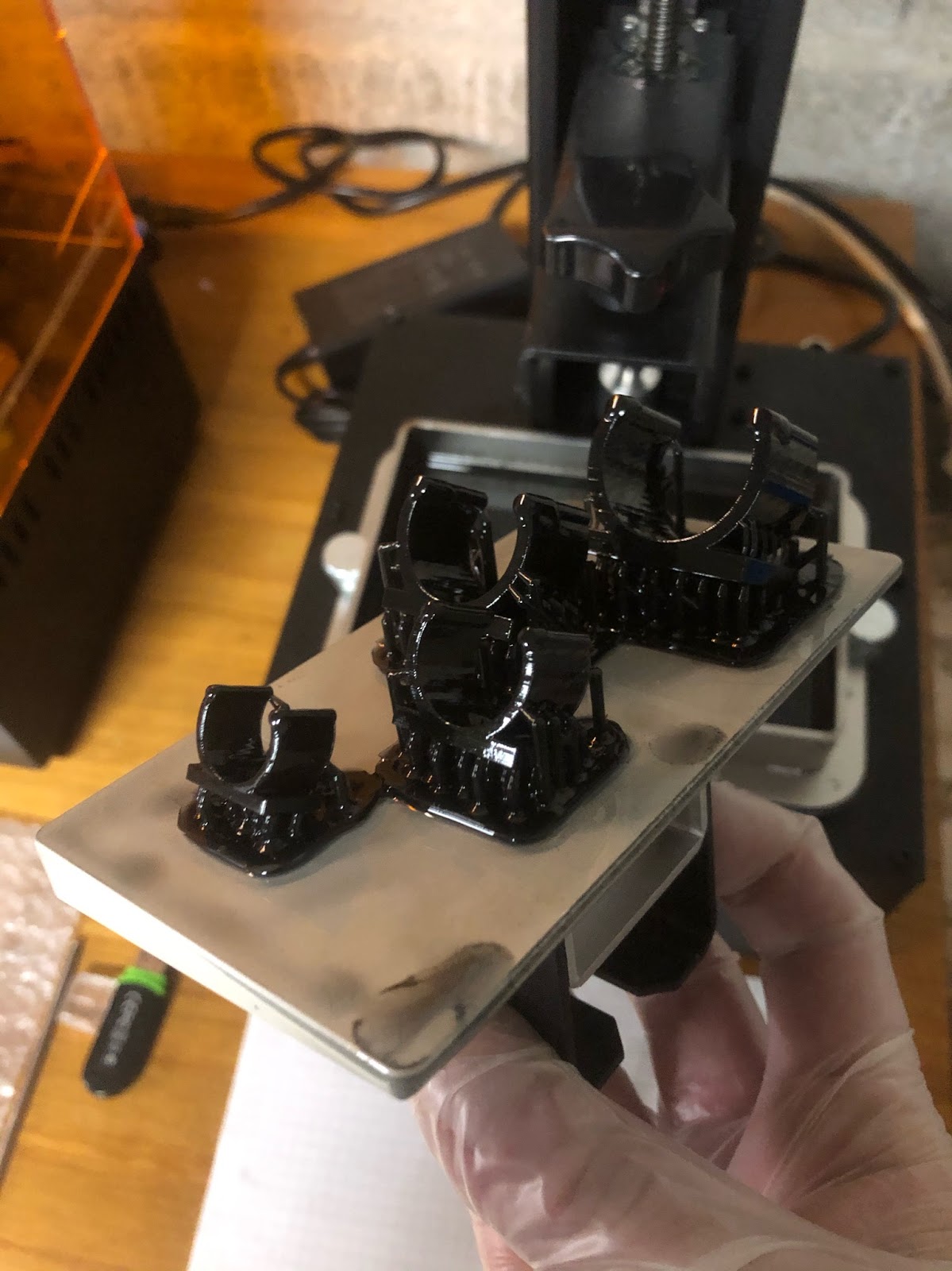



Ici la dureté est optimale, il s’agit du mélange 70/30, le mélange 60/40 étant trop rigide pour l’utilisation que je compte en faire.
Il me restait un fond de résine et j’avais vraiment envie de faire un manche plus ergonomique à un outil, à l’origine c’était un marteau d’électricien, mais malheureusement j’étais trop juste en matériau, du coup, pour l’exemple et l’idée de travailler sur l’ergonomie des objets qui devient possible et fun grâce à la flex, je me suis rabattu sur mon cutter :




(Prints de Cédric)
Diamond Torture test :
https://www.thingiverse.com/thing:2674683
Et oui, une résine exotique mérite un petit test de torture ! Et cette résine s’en est bien sortie !
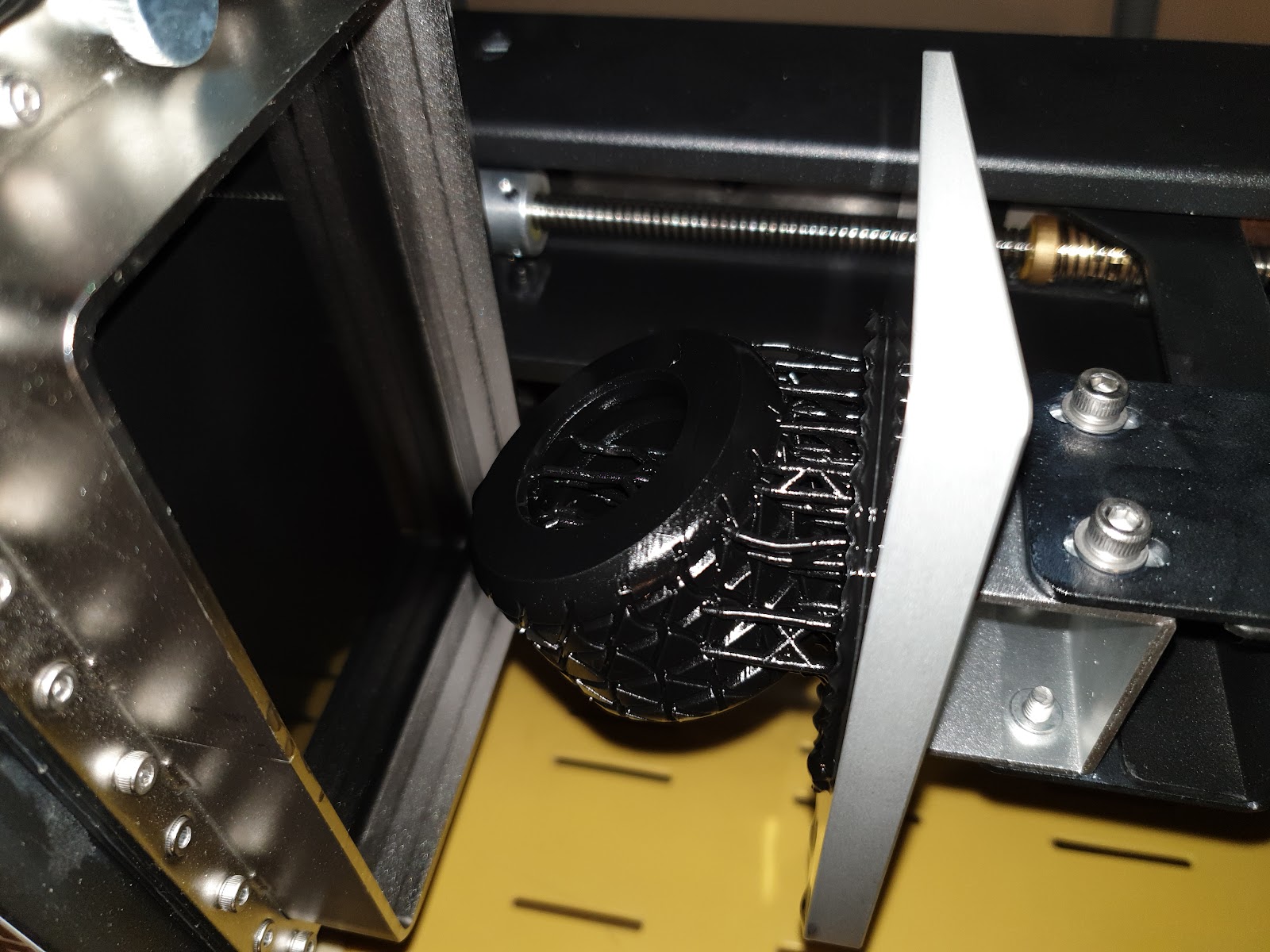
Un pneu, pour une voiture téléguidé open source : OpenRC
https://www.thingiverse.com/thing:999257
Print habituellement réalisé en TPU. Autant voir ce que cela donne en résine flex.
Le STL d’origine est plein (Vu qu’en FDM on peut contrôler le remplissage) du coup j’ai réalisé un Hollow sur meshmixer en gardant une épaisseur de coque de 2mm.
Le résultat est bluffant hormis une erreur de ma part. Je n’ai pas mis assez de hauteur (Z Lift) pendant la génération de support du coup, par effet de succion, le raft a collé au print.
Dernier point, Après le nettoyage à l’IPA, les supports se sont détachés tout seul. D’une facilité déconcertante pour de la résine flexible.






En résumé vous l’aurez compris, la Flex F69 offre de nouvelles opportunités aux makers et à leurs imprimantes résines. Elle vous demandera sûrement un print ou deux pour affiner vos paramètres mais c’est hyper intéressant et gratifiant quand vous avez de beaux produits finis, avec des caractéristiques nouvelles et que vous aurez décidées à l’avance.
Je reviendrai sur l’Insta de Nozzler avec d’autres prints en résine flex assez rapidement alors comme on dit keep in touch (reste en contact) avec Nozzler.
Merci à Nozzler et à Résione de nous avoir fait confiance pour ce test. Merci aux designers de laisser toujours et encore plus de STL à notre disposition sur les plateformes de téléchargement dédiées.
TEST RÉALISÉ PAR GUILLAUME MERCIER et CEDRIC MULLER POUR NOZZLER.